



{kind=link}
目前CNC机床光学无线信号传输对刀在高端机床已经普及,但是对于大部分旧机床如果要升级为光学对刀,硬件和软件仍为一大笔开支。如果只是安装有线对刀仪,对对刀仪的品质和稳定性有严格的要求,费用依然不低。
SYD Precision 有两台机床安装有台湾产有线对刀仪,另外两台机床安装有自己设计的半自动对刀仪。
硬件部分:
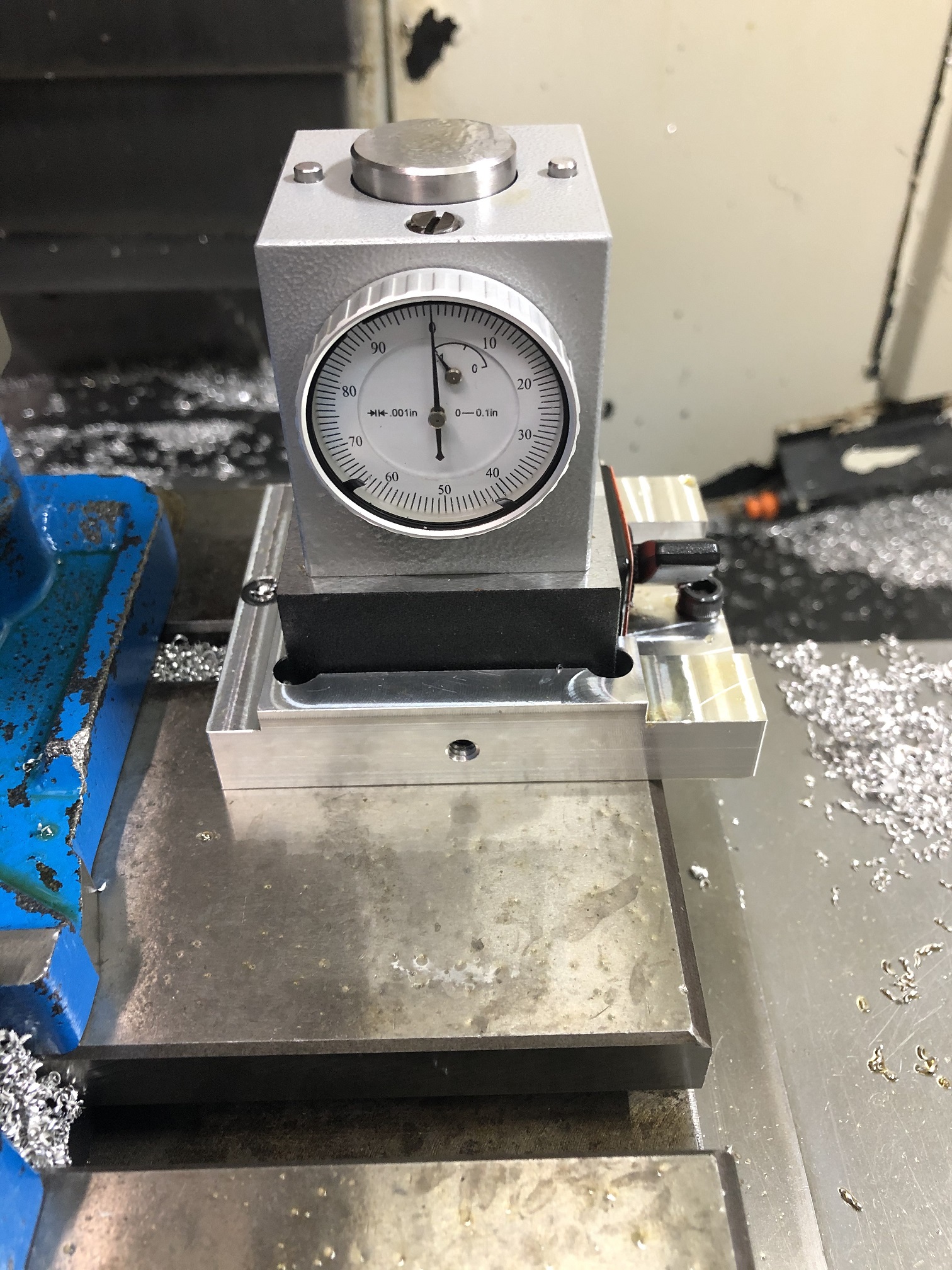
1,自己设计加工的Z 轴 对刀仪 安装座, 安装在机床的工作台右上角。
2, Amazon上购买的 2“ Accusize 工业级别 的Z 轴 对刀仪。
(平时不对刀时,对刀仪用塑料盖子盖住,以免切削液进入)
硬件部分见下图:
软件部分,自己编写的对刀程序如下:
% O8106(Z-axis Tool Length Offset ) N100 G21 #1102=0 N110 G90 G91 G28 Z0. G0 G90 G53 X-25.0 Y-74.0 Z-280.0 #1102=1 M0 (Manually move the tool to touch the probe) #1102=0 #100=#4120 #101=#5023 #102=-515.174 #150=#102-#101 #150=-#150 IF [#100 EQ 0] THEN #2299 = #150 IF [#100 EQ 0] GOTO120 #[2200+#100]=#150 N120 G91 G28 Z0. M30 %
程式说明:
1, 程式需要用O8000系列或者O9000系列文件名,以便能得到系统参数#3202的保护,不被无意删除。
2, #1102 参数必须添加,以便可以在M0的时候手动把刀具移到正确的对刀Z=0.0的点。
3, 使用G53 快速把刀具移位到对刀仪的上方, Z-280.0 可以根据机床大小调整。
4, #102=-515.174 是主轴端部碰到对刀仪时候的机床Z轴坐标值。
5,宏指令为当刀具为0时,也可以输入刀具长度补正,我们输入的地址为offset 99 的位置。
总结:
这种半自动对刀方法在网上几乎不能被收索到,是SYD Precision的独创发明,它利用了Fanuc机床的系统参数和宏指令,能把主轴上的刀具的长度正确的自动输入到刀具补正的正确刀号,极大的提高了效率,可以避免人工输入的错误,100%的保证输入补长的正确值。