



{kind=link}
At present, optical transmission probe has become popular in high-end CNC machine tools, but for most old CNC machines if they are upgraded to optical transmission probe, then the hardware and software will be a large expense. If using the wired tool setter, the quality and stability of the tool setter is a big challenge, it may crash the tools if it can’t generate the signal on time, and the cost is still not low.
SYD Precision has two CNC machines equipped with Taiwan-made wired tool setter, and the other two CNC machines tools are equipped with self-designed semi-automatic tool setters.
Hardware parts:
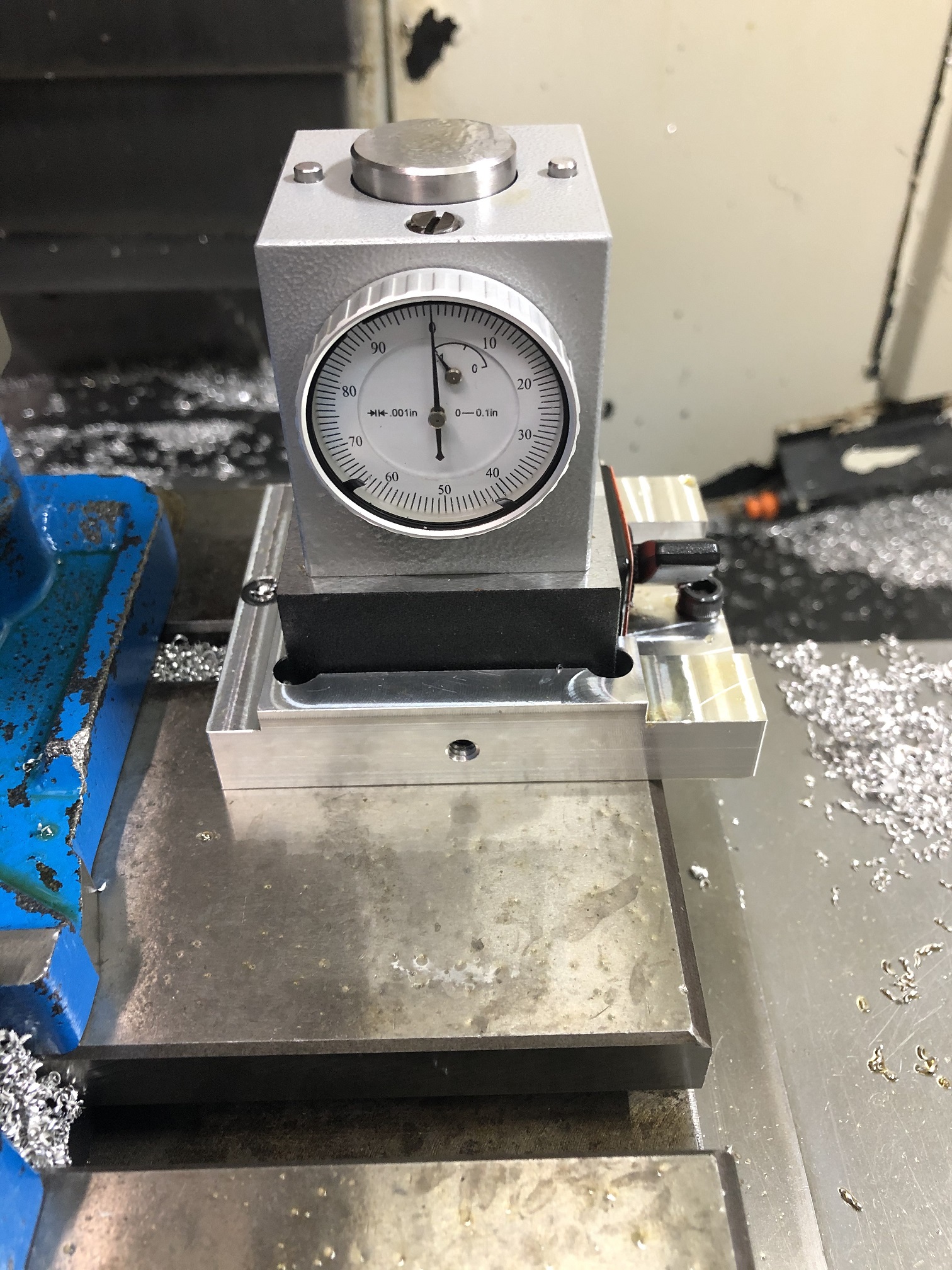
- The Z-axis tool setter mounting seat designed and machined by us, installed on the upper right corner of the CNC machine’s worktable.
- A 2″ height Accusize brand industrial Z-axis tool setter purchased on Amazon.
(The tool setter is covered with a plastic box to prevent coolant from entering it when it is not in use)
The hardware picture:
CNC program for the semi-auto tool setter, wrote by SYD Precision:
% O8106(Z-axis Tool Length Offset ) N100 G21 #1102=0 N110 G90 G91 G28 Z0. G0 G90 G53 X-25.0 Y-74.0 Z-280.0 #1102=1 M0 (Manually move the tool to touch the probe) #1102=0 #100=#4120 #101=#5023 #102=-515.174 #150=#102-#101 #150=-#150 IF [#100 EQ 0] THEN #2299 = #150 IF [#100 EQ 0] GOTO120 #[2200+#100]=#150 N120 G91 G28 Z0. M30 %
Program description:
- The program needs to use the file name of O8000 series or O9000 series so that it can be protected by the system parameter #3202 and will not be deleted accidentally.
- The #1102 parameter must be added so that the cutter can be manually moved down and touched the probe to the correct position during the command of M0.
- Use G53 to quickly move the cutter to the top of the tool setter, Z-280.0 can be adjusted according to the size of the CNC machines.
- #102=-515.174 is the machine Z axis coordinate value when spindle gauge touches the tool setter, each CNC machine will have a different value.
- The Macro is used when spindle tool number is 0. The tool length offset is input into the register #99. You can choose another number bigger than 24 if your tool magazine has 24 tools.
Conclusion:
This semi-automatic tool length offset setting method can hardly be found in the Internet. It is an original invention of SYD Precision. It uses the Fanuc system parameters and Macro to automatically input the tool length offset. The method greatly improves the efficiency, avoids manual input errors, and 100% guarantees the correct value of the tool length offset is input into the right register number.